

I started a machinists tool chest build. Part A was over at http://www.silverhawk.net/2022/12/puffed-out-chest-part-a.html . Anyway, moving on to the next task of filling the box joint imperfection with epoxy to strengthen and make it a more interesting build.
Before I get there, I need to have the internal vertical boards completed. Transferring the outside slots to the inside slots was something I put off as long as possible because I didn't know how. I had an epiphany one night about how. I grabbed some paper from the printer, scissors, and a crayon. I trimmed a piece of paper to fit perfectly in the space that the boards would fit, labelled the paper with where edges were, and then used the crayon to mark the grooves on the paper.


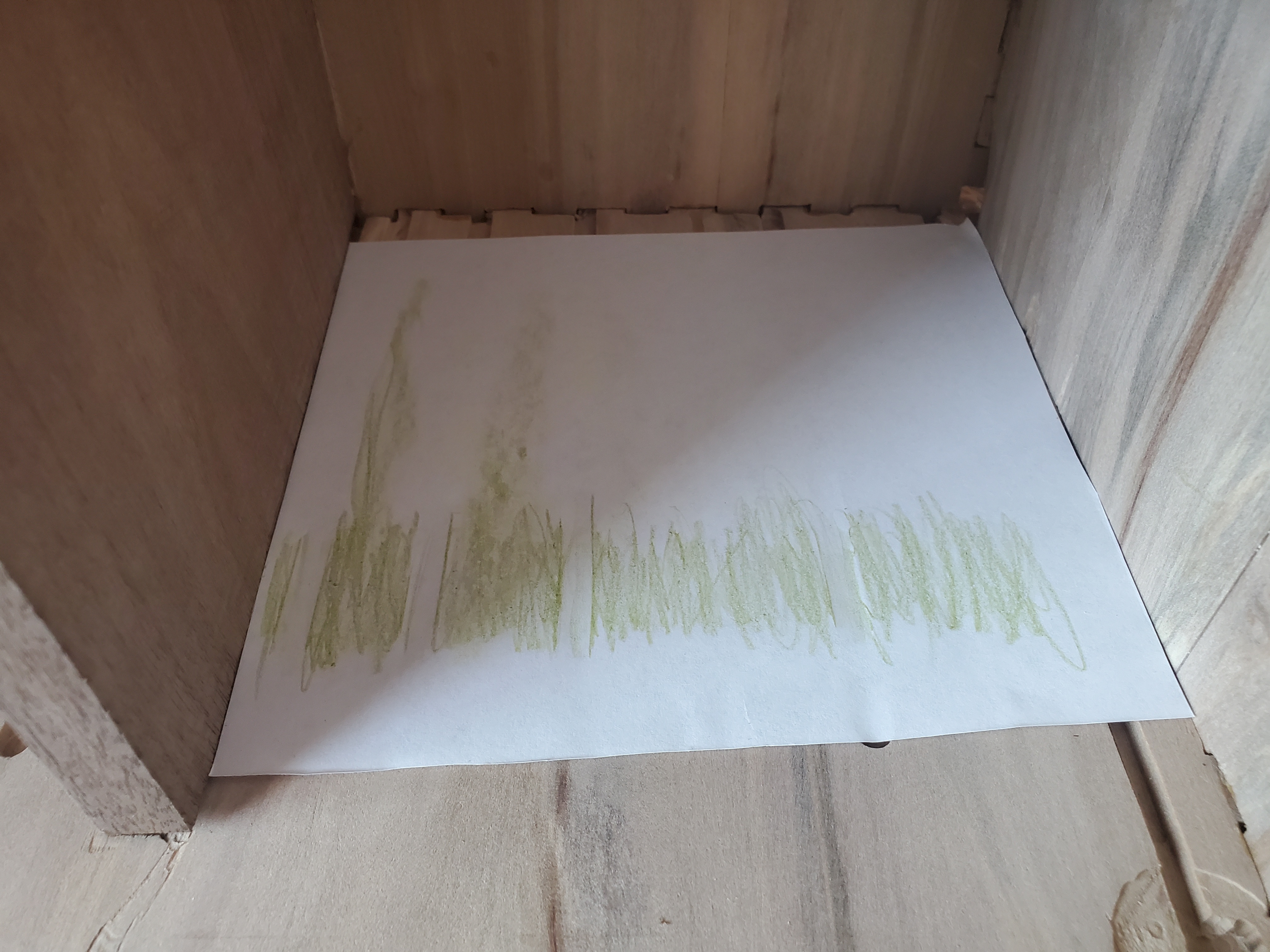
At first, I tried fancy ways of using the paper on the board (cutting out grooves, etc), because the markings on top need to go face down on the other board, or we'd end up with a mirrored board. I tried folding and cutting the slots with the scissors.


But ultimately, I found it easier to simply fold along the markings, then use a pencil to mark the board, and a straight edge to complete the lines.
The next phase was to drill the panel latching hardware. Starting with the front panel pins, I needed a vertical (parallel) hole. Worried about how to do this, I settled on using a square to hold it perpendicular to the drill press table.

While I could install the two internal panels, I thought it would be the perfect time to fill the cracks in the box joints and seal the boxes up. I dutifully taped everything up, and kept worrying about filling those gaps cut in for the drawer slides. It took me a night thinking things through before I realized I could lay the box on it's back, open the side seals in order to pour epoxy into those gaps, and let them fill the cracks. It would allow me to fill up to the back of the boxes and not fill in any of the drawer slide groves.



I needed to take my time on this. Filling from the sides and letting it nearly set up would allow me to pour another little bit and get things to seal up faster as things cured. (This was the perfect time to fill the laser-engraving on the front door to match - I did a little mica powder, and a lot of clear, so it could have an interesting effect.)

There was a lot of interrupted epoxy pours. I was using a "deep pour" epoxy made to work with thicker things such as lathe blanks, river tables, and similar things where you need a lot of thickness. This wasn't because of thickness, but simply because this is both "thin" (e.g. it is very viscous and liquid and can fill cracks easily) as well as long curing. That alone should allow me to fill all the voids, but it does take a great deal of time to build a suitable base and sealed edges.

Two boxes have have the majority of the voids and cracks filled at this point, so I let them sit for a day or two. Once I was absolutely sure the epoxy had cured, it was time to sand it back down to flush with the wood surfaces again.
The logos in the front doors came out fantastic, though the silver is a little dark. I'm not sure what will be needed there. The gold turned out to be two separate hues of gold - one a little more orange gold (or "antique"), the other being a bright "queens" gold.


There were some areas where I had quite the overfill, because I'd rather make sure we got it everywhere. I used the tablesaw to trim that off, a grinder to remove large volumes quickly, and then the sander to get it back to where it should be.
The inside was the most painful - I needed a small sander with a corner. I used a Black and Decker "mouse", and that seemed to let me get into the cracks. These little sanders come to a point on the tip, allowing you to get into the corners.
Once that was complete, I had to cut 66 small "boards" that were 0.232" thick (to fit into the grooves), 0.263" tall (to protrude as drawer slides), and 6" long (one chest, my "scrap" one, had only 4.875" of space for them, since it was adjusted later because I scrapped a board). There are three tool chests, each with 11 drawers (that makes 33), and since these require one on each side, 33 gets doubled. That was fun. All of those were then glued into place.


Once dried, the inner vertical boards will need to be sanded and have my crooked lines filled with epoxy to match the carcasses, then I can perform the final fitment and glue those in.
Before I do that, though, I have to drill the holes to house the front panel locking pins. As I write this, there are a multitude of ways to accomplish a long, parallel hole. Keep in mind that I didn't think of a better way until I was through two of the three chests, so here we go.
First, I have a drill press table that was trammed in to within 0.002" over 16", so I knew I had accuracy for that one. I took this to the drill press to bore the face lengthwise the pins. Here's hoping I'm right and that this works.
This was one operation that took time. First, if I had any angle instead of parallelism on that front facing bin panel, I'd likely pop out the back. Second, the drill bit was a longer one (12" long) on a 1/4" bore to fit the springs and pins. This had to be as perfect as I can, and ended up being the longest set up operation I've ever done. It took me an hour for each hole (two for each tool chest). But, I can rest assured that I am as good as I can be.
One additional gotcha was my drill press only has 3" of range, and these panels are anywhere from 3" to 4" (not all tool chests are exactly the same size). So, I had to drill this in stages. Painful, really, but I made it.
If you are using the Gerstner pin hardware, the entire bore has to be 1/4" in diameter to house the spring, and the ends are 0.3125" (5/16") for the caps, at least 0.260" deep. So, drill out with the long 1/4" bit was the first step.

Drilling had to be in stages, of course.

Then, I could finish the drill with a nice, grabby 5/16", 135 degree jobber drill to do a better job of self centering than the brad point bits along that 1/4" bore. I thought about a drill bit grinder for a 1/4" counter sync, and just decided to wing it. We'll see in the future if I scrapped all of these in one fell swoop.

After two of the three chests drilled, I was posting over on the machinists forum, and someone pointed out a Craftsman "PortAlign" - an old portable jig used to drill precise holes. Right there, the lightbulb went off in my head and screamed something about me being an idiot and spending hours on getting things aligned for the drill press, when all I had to do was use a stupid doweling jig! So, let's do it.

I used a jig that had easily replaceable pins for the hole sizes I needed (1/4" for the through pin bore, and 5/16" for the brass end bushings that keeps the spring and pin in place once installed. All told, this took me so long in comparison to the drill press method, I was crying (it was 15 minutes for getting the jig set up, drilling the first hole, swapping the bushing, and drilling the second hole to depth, then repeating for the other hole. A quick flip of the chest to finish the underside 5/16" bore to 0.265" on both of those, and it was done. 15 minutes... is WAY faster than a few hours per each hole working on alignments.
How on earth did I miss that as an option?
The pin drilling is done. Phew! I had to use the short hand drill for the underside, and as long as I did it okay, I should be good. Before I can install the inside draw walls, I had to build a new tool. I went as far as drilling and tapping two ends, 1/4"-28 for a fine thread adjustment (one left-handed thread, the other right) to make a new machinist "jack" that was long enough to make the sides parallel.
I struggled with the right handed thread as the stainless bar became work-hardened in the middle of it. It still fit what I needed, and I could flip an end around to adjust to a different size. But it was at this point that I realized that 1/4"-20 (course, not fine) threaded rod and some long nuts would have been sufficient. So, a quick trip to the big box store (because they had it in stock and I was impatient), and I cut a threaded rod in two pieces and cleaned up the threads on the cut.

With those tools created, I could trim the boards for the inside, and use these crude, long machinist jacks to ensure parallelism of the walls. First, it was a matter of getting dimensions for the vertical. This included the entire vertical height, as well as the distance from the bottom (or the top) to the first drawer slide, just so I could make sure they were even. Making notes :

Then, trim them the last few thousandths of an inch to fit. Let's glue those in place.




I glued the final strut in place, and let it sit for a day. The clamps were removed :

I fed them through the router to curve the corners (I should have gotten chrome/nickel corner protectors that were 1/4" radius, but I had mistakenly gotten 1/2" radius).
I did also have to do the final fitment for the front panels, but that went relatively decent. The process did tell me my table saw sled is 0.8 degrees out of square, so that is an issue for a future fix. In the mean time, panels have been trimmed.

I spent a few hours sanding to 800-grit (perhaps too fine for lacquer?), and then sprayed the insides of the top bin on both, as well as one side of the front panel. This was so I could keep it consistent on everything else. It was three coats on this first phase (30 minutes apart).
It looks like the gold epoxy actually jumps out once coated. The darker, "character" walnut seems to pop with the gold. (Remember, it's not black walnut, this is a combination of sapwood walnut and outer walnut, so it has an extreme grain to it - and it is absolutely gorgeous.)



The silver epoxy, on the other hand, seemed to turn black.


This sat for a weekend, and the following Monday, I shot the final outside coats (three coats at 30 minutes a part). I let it sit for a day or two, and then I installed the hardware. This was a make-or-break point - either I was successful up to here, or I could turn this into a junk heap fairly quickly.



Again, the dark and the gold seem to just pop.

This sat for a few days (even though the lacquer was dry in 30 minutes, I just felt like I needed to let it sit a little longer). Now for the hardware. First, installing the corner protectors and the hinges.


Next, I needed to get the front panel plungers installed. These came from Gerstner, since I knew they had a system that worked. The kit is one half of what you need - e.g. a single plunger, spring, one grommet for the panel, and two brass bushings - I had picked up a few kits when I knew it was for one side only, so two per box. I glued in the top bushing, let it set up for a few hours, and then glued in the other side. On one box, I did have to chuck the plunger up into the lathe and trim it down 0.432" because of the size, but they are currently glued up and setting overnight so that I have a solid base to start the latches and handles.




The interesting thing on those plungers is that the lid surface is simply a carpet tack placed in the right spot. Gerstner did well with what they had - I was thinking I might have to make some brass plates, but finding the tacks in the kits was a good thing.

Next comes the latches and locks. I debated on installing a key on the brass one. I'm still undecided, but the latches are all in place.


I must say, these are looking fantastic. The front panels were simply set in place for the photos. Before I could call these done, the panels needed to have the hole drilled and the brass grommet installed, as well as the lower hinge hardware for the panel. I was dreading the panel installation. It turns out that the installation is documented on youtube by Gerstner. So, it's off to the drill press to drill the tops, install the hinge plates into the chest, and the hinge pins onto the panels.
First, in go the chest hinge plates so we know how thick to make the panel hinges. Unsurprisingly, it's just appropriately sized tacks that hold it all in place. Once that is done, install the pins in the bottoms of the front panels that go into those and the panels are the right size (those are drilled out with a #22 drill bit for a tight fit). I did toss some wood glue in to set up the depth on the pins into the front panel.
The final step is to install the plunger grommets into the top of the panels. The reason why we do the bottom hinges first is so that we can open the lid, close the panel, and give a slight rap on the pins with a hammer, indenting the top of the front panel with where those go. Drill them out (I went with an 11/32" diameter brad point bit about 0.040" deep to allow them to be flush with the top, followed by the 7/32" about 0.410" deep). Then, a little glue to "bed" them into place, pop them in with a light ball peen hammer (the rounded nose allows the grommets to be installed without damaging surrounding finish).
Phew! It was time for a photo op - these have been a long time coming!



And all three :

Really, this
has been a fantastic project. However, I have learned one thing - if
you want a high quality, wooden tool chest, what Gerstner charges for
one is well worth it. The time I have put in (at a standard consultant
rate of $70/hour) calculates to about $7,020 (not counting the cost of the hardware or wood,
either). Considering you can get the Gerstner pro-series (the big one) for $2,495 (US), the only thing you get by making your own is being able to
say you made it yourself, and Gerstner does sell kits to put together your own that include everything for even less (about $1200 US - I don't know if sanding will be required, or what you'd need to do to complete them). If you have to go cheap, consider the Harbor Freight "Windsor Designs" chest as it is a fraction of the price. Sure, it doesn't have the same fine sanding and finish on it, and it's not quite the same size or drawer count, but it will do the job. In fact, with the push to digital on the Machinery's Handbook, it turns out that Gerstner no longer sells one that can hold a hard copy of the machinist's bible, so the drawer orientation may not even be an issue.
Really, these custom-made chests are keepsakes. They are going to be farmed out to people I know with some specific uses (one was made with more gap between the front panel and the drawers in order to house additional and custom wood panels for what he does, another one is to house some of my fishing tools (rod making, fly tying kinds of things), and the third one is going to someone who has started the dangerous dive into metrology.
Now I have to make 33 customized drawers. Ugh.



{kind=link}