I'd wanted to build a quad-copter. Out of curiosity, I found a
for $30, and I ordered it. I took it into the office (we have a guy that loves anything RC), and he talked about it being just like the one he paid $100 for. After realizing I had a Chinese knock-off, I decided to keep building. I'd like to buy
just so the guy gets credit, but that will come when my wife thinks FPV is cool and takes over mine. The gentleman that designed and built the kit is known by the moniker "Ummagawd" and is involved with Rotor Riot.
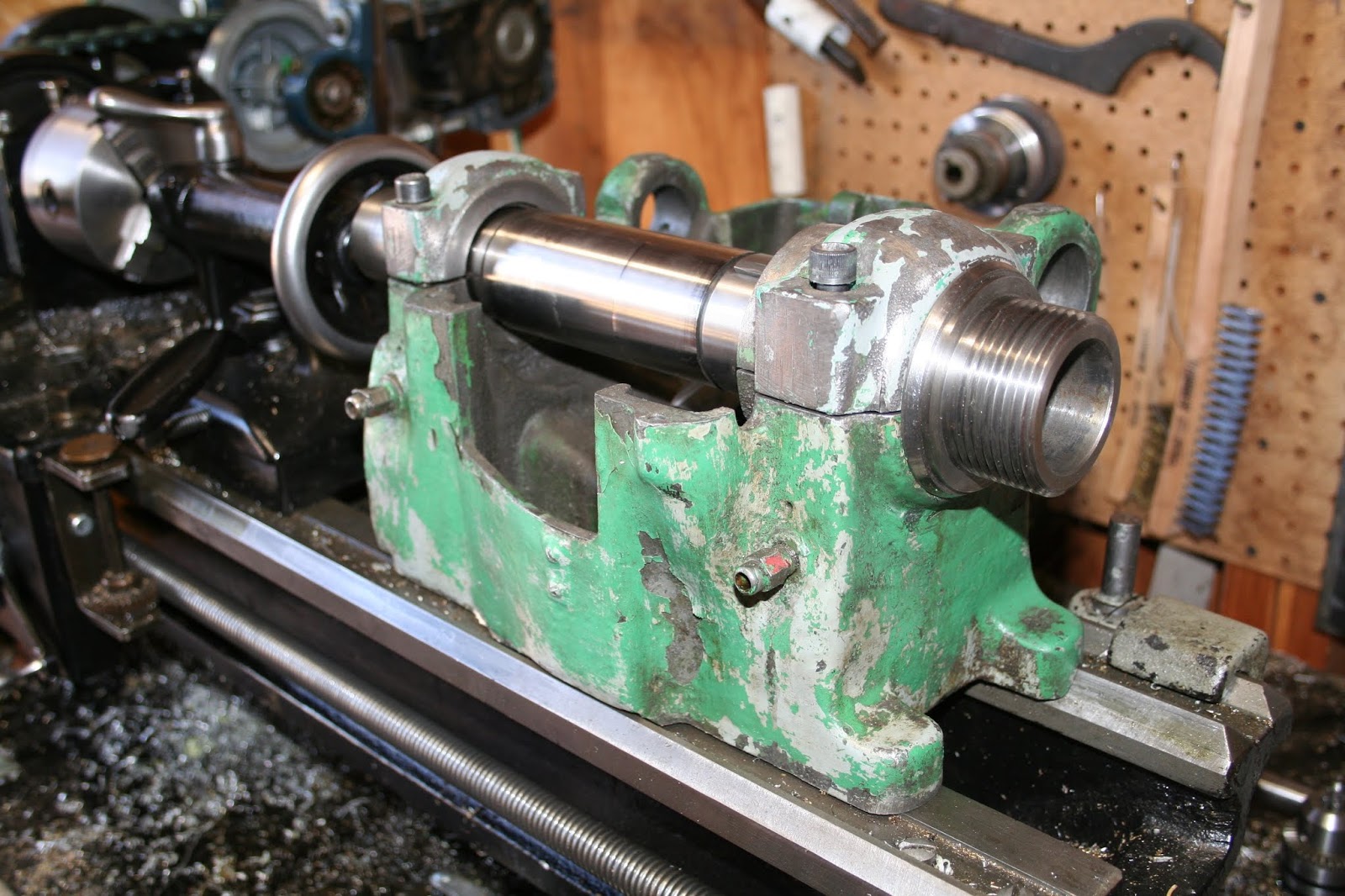
I think green is cool. So, I ordered green tubes (I needed
. The 34mm tubes didn't come in the size required for the quad frame, so I needed to turn them from 35mm down to 34mm down on the lathe. Being cheap aluminum, the first one bent. I chucked up the second one closer to the collet, and was successful :
My quad now has KV2600 T-Motors in green. Since then, I've added the flight stack, and added some heat shrink tubing to secure the motor wires to the arms. I've also added
green antenna tubes in order to get a little more complete. My propellers are a 3-blade HQ with a pitch of 4.3. I know they sell 4.8 for quick response, but I'd like something a tad bit more gentle.
The above picture was taken before the green lock nuts arrived. As of October 28, 2018, I have picked up an orange RunCam Swift 2 camera, and I removed the case and painted it some random color.
After painting the camera body, I installed it, and then realized I did not like the running of the antenna tubes. I re-ran them along the front arms and left them relatively straight to increase the signal reception. This gave me a little cleaner look as well (a nice side effect) :
Additionally, I have finally picked up the following, and I am preparing to install them. On the left is the
Spectrum SPM4648 DSMX receiver. In the middle is the
Lumenier AXII 5.8Ghz U.FL RHCP antenna for the video transmitter. On the right is the
ImmersionRC Tramp HV 5.8Ghz video transmitter. On the bottom is the Spectrum SPM USB Simulator (so I can fly the quad without flying it using the ImmersionRC flight simulator).
Along with the
Spectrum DX6, all I need is a battery, a charger, and some optional Fat Shark dominators for the first person view.
Progress is slow, but is coming along nicely. I took the frame apart to start clearing out the area for the receiver and the video transmitter. Note, it is worth it to simply
get the pricier frame from Ummagawd because it has all of this cut out and in place.
Once that was cleared out, it was time to start re-assembling everything. I'm using the
HobbyWing XRotor series of flight stacks (F4 G2) :
Make sure when you install it that the arrow by the battery soldering pads points toward the camera (this is the "front" of the quad). Next is to solder the cable to the controller that connects to the receiver. For the Spectrum receiver (again, SPM4648), there are three wires from the connector. Black should get soldered to the ground spot on the controller, the orange goes to 3.3v (do NOT do 5v). And the gray should be soldered to the Rx spot right next to the orange cable. Don't use the SBUS unless you are using an SBUS receiver. Each receiver behaves differently. The Rx are received UART connections (think of your old modems). The Tx ports are for sending data to something else (e.g. an additional transmitter).
Next, I need to solder the motors to the controller, slide the receiver into position and install the flight controller, and the battery connector cable. After that was soldering the receiver wires to the board :
Set up the antenna (remove the pigtail on there, clip the new antenna into place, and use hot glue to seal it up and keep it in place) :
Get the wires into position for all of the cables (including the transmitter we just hot glued) :
Make sure everything fits before closing it up. Use enough Loctite to keep it from coming apart mid-flight on you.
The completed hardware quad :
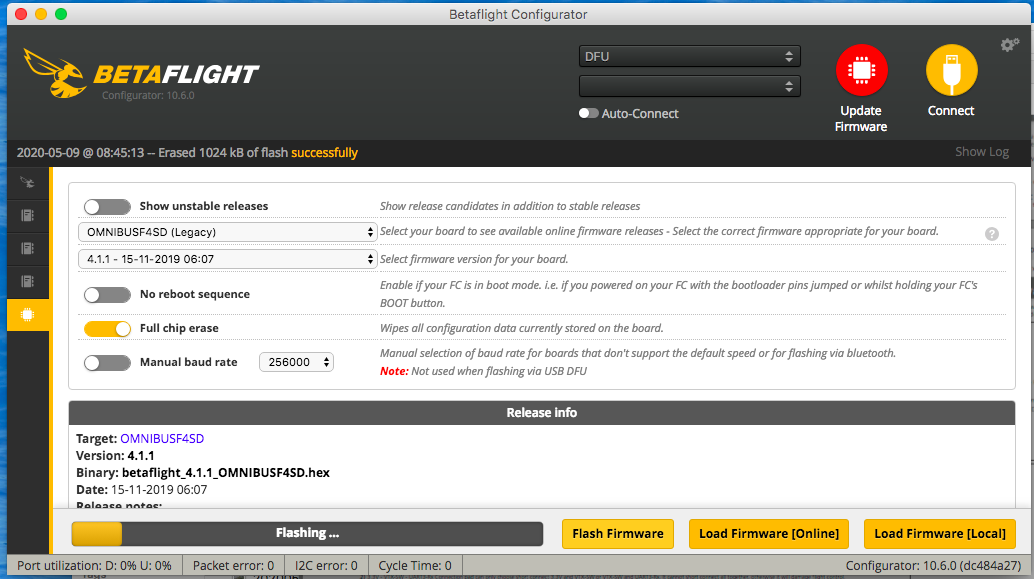
When I finally picked up the battery and charger, it was time to start the programming. For the flight control software, use BetaFlight, and the firmware to use is "Omnibus F4". If you have an option for "Legacy" or something else, I'm not sure it matters. I chose the "Omnibus F4 (Legacy)" firmware and it works great. Here's the screen shots of the firmware update :
The original designer of the remix produced a
youtube video in conjunction with Rotor Riot in which he runs through the entire build, including some quick steps in BetaFlight. This is a must-see. In it, he encounters motors in the wrong location - don't be surprised, I would be more surprised if it came out perfect the first time. Mine were out. Using the BetaFlight CLI, you will need to "get resource". This will dump a lot of information to the screen. Copy this to a text file somewhere. There are four motor lines you are interested in :
resource MOTOR 1 B00
resource MOTOR 2 B01
resource MOTOR 3 A03
resource MOTOR 4 A02
To switch motor locations, I'd suggest pasting the MOTOR chunks twice (one for reference). You are going to change the motors out to where they should be. For example, I had all four motors backwards because I did a calibration that Ummagawd didn't do, and it right-sided the quad for me. With all motors being changed, it ended up like this :
And, so you don't have to translate that, the text for the commands looked like :
resource MOTOR 1 none
resource MOTOR 2 none
resource MOTOR 3 none
resource MOTOR 4 none
resource MOTOR 1 A03
resource MOTOR 2 A02
resource MOTOR 3 B00
resource MOTOR 4 B01
Wait a minute! What are those "none" lines? Oh, yeah, before you can assign the new motor settings, you have to free those resources. THAT"s what that is about. You can then copy the code into the CLI, and press enter. It should prepare the changes. Once done, you can then type "save" and press enter. The quad should reboot, and you can re-test the motors. All should be well.
Following along, I had two motors that would not turn the proper direction. In the above screen shot, on the motors tab, you see the directions they are supposed to be turning. Ummagawd used a program called "BLHeli" to change direction of two motors. In my case, BLHeli would not connect to the ESC's (you could try it if you'd like, here's
another youtube video using it), so I could not reverse two motors (they were different from the ones Ummagawd found in his above-linked video). Before throwing in the towel and scrapping your project, you should understand that you can take any two wires from the motor, and switch them. This will reverse the motor. Find the motors that need to be reversed, and mark them some how (e.g. some tape). Then move to the soldering station, switch the wires around, let things cool, and test it again. It should be solid.
Now, I struggled to bind the quad to my receiver. Since I had opted for the Spectrum SPM4648 receiver (DSMX), I deviated from Ummagawd's list of supplies, and it cost me a day of poking things until I found something that worked. It was stupid, really, what caused me so much consternation, but here are your settings.
- In the ports area, enable the "Serial Rx" on the proper serial port you soldered the SPM4648 to (should be UART3-Rx, since that is less likely to have voltage inversion settings on it). Save and reboot. Reconnect as necessary.
- In the configuration tab, under the "Receiver" section, set the Receiver Mode to "Serial-based receiver ("SPEKSAT, SBUS..."). This shows another drop down for "Serial Receiver Provider". Set this to "SPEKTRUM2048/SRXL". Click "Save and reboot". Reconnect as necessary.
- Swtch to the "Receiver" option (the one that looks like a transmitter). On the "channel map", set it to "TAER1234". If that doesn't show up, one of the options should have "SPEKTRUM" in it. Select that and click "save" at the bottom.
- In the CLI, set :
set spektrum_sat_bind = 9
Then type "save" and press enter. The quad should reboot, reconnect as necessary.
- If you run through the process and it has problems binding, you may also need to run the following from the CLI (remember to "save" when done):
set spektrum_sat_bind_autoreset = ON
- Bind the receiver to the transmitter.
- If you had to set spektrum_sat_bind_autoreset to "OFF", please turn it back to "ON", or you could forever find yourself re-binding every time it booted. Don't forget the "save".
Once you have bound the transmitter and the receiver, re-connect betaflight to your quad. Locate the receiver option again, and flip the switch you want for arming the quad. You should see one of the AUX connections change values. Make a note of this. You can move to the "modes" section and set that up.
Once you have it the way you want it, save the options, and give it a test.